

If you want to reduce errors and improve detection in your industry, machine vision lighting can help. Machine vision lighting systems are designed to ensure consistent image quality across various industrial environments. A vision light reduces errors and helps smart machine vision systems capture an accurate and reliable image. There are various options availabe to Choosing Vision Lights: A Buyer’s Guide for Industrial Illumination.
If you want to know about industrial illumination, then you are on the right track. In this blog, we will discuss choosing vision lights: A buyer’s guide for industrial illumination.
Why Do You Need Industrial Illumination?
Before delving deeper into industrial illumination or vision lights, it’s important to understand their purpose and benefits. It is important to understand why we need industrial vision lights and why it is essential. And how it reduces the risks of accidents in industries.
- Safety: Industrial lighting reduces the risks of accidents or especially by helping to maintain workers’ attendance. With fewer chances of injuries and accidents, workers’ health and attendance remain unaffected.
- Boost productivity: Vision lights in industries reduce errors across different industrial sectors. Proper lighting ensures the workers perform their tasks effectively and efficiently.
- Electric efficiency: When you choose the right LED lights for your industry, it will reduce the electricity cost and cover all corners of large facilities.
- Regulatory Compliance: There are many industries that are required to maintain specific lighting requirements for workers’ eye safety and well-being.
Industrial illumination is not just about vision; it’s about the safety of workers, maintaining the working environment, and cost-effective solutions.
What Are The Industrial Vision Lights?
Industrial vision lights are specially designed for industrial machine vision applications to operate all the industrial activities smoothly. Unlike standard lights that only provide basic brightness under normal conditions, industrial vision lights deliver reliable illumination even in tough environments.. Industrial vision lights perform in every tough condition, with reliable durability and accuracy.
Industrial vision lights are widely used in:
- Manufacturing units
- Quality inspections
- Automation industry
- Warehouses
- Heavy-duty workshops
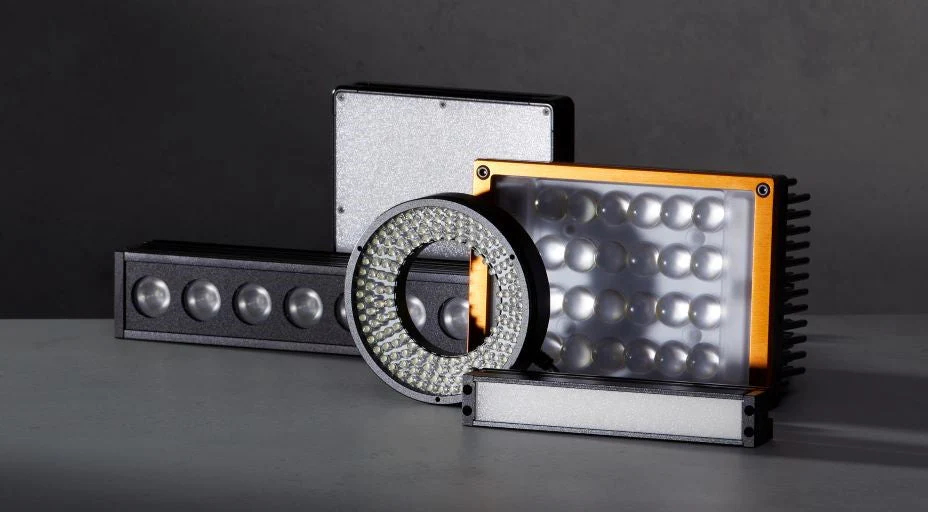
What Are The Types Of Industrial Vision Lights?
If you want to select industrial vision lights, you need to understand their needs, and the availability is crucial. Each vision light is designed for a unique purpose, depending on the specific industrial application.
LED vision lights
LED vision lights are the most important and preferable choice in every industry. Because it’s the combination of energy efficiency and providing long-lasting performance. These LED vision lights need less maintenance and cost. These lights are specially designed to provide bright and uniform illumination. It helps workers to inspect machines & activities industry.
Halogen vision lights
Halogen vision lights are a traditional option still used in various industrial applications. This light reflects warm light with excellent colour rendering. But these lights are less energy efficient compared to LED vision lights, because their high heat generation makes LEDs suitable for long-term use.
Fluorescent Vision Lights
These vision lights are specially used for the illumination of large areas. They provide good brightness in every corner of the industry. However, their lifespan is shorter than LED lights, and the main problem with these lights flickering, which reduces the overall efficiency.
Fiber Optic Vision Lights
These fiber optic vision lights are specially designed to require highly precise and controlled lighting. They especially focus on the hard-to-reach spaces to provide illumination. Fiber optic vision lights are specially used in medical diagnosis or electronic manufacturing for detailed visibility.
Infrared (IR) and Ultraviolet (UV) Vision Lights
These lights are specially designed for industrial detailing work inspection. Infrared and ultraviolet vision lights increase the visibility to detect all errors. These lights are used in forensic labs, thermal inspections, robotics, and automation. It helps with quality control, forensic analysis, and medical lab testing.
What Are The Key Features To Look For In Industrial Vision Lights?
When you choose vision lights, you can expect to increase productivity, reduce electricity costs, or boost profits.
- These lights provide proper brightness to increase safety or visibility.
- Suitable for every task because of the colour temperature.
- The beam angle focused on wider areas.
- These lights are specially designed with made with durable and water-resistant materials.
- These lights consume less electricity compared to the LED lighting system.
What Are The Advantages Of Vision Lights In Industrial Settings?
- These lights provide significant advantages of an industrial vision system.
- Industrial vision lights increase efficiency and the working ability of workers.
- This light system enhances workers’ safety and reduces the chance of accidents.
- Industrial lights consume less electricity or reduce the maintenance cost of the industry.
- Their Excellent Performance Gives Resistant And Reliable Performance Across All Industries
- There are many vision lights that are environmentally friendly and recyclable.
Why Choose Unseen Era For Industrial Vision Lights?
When it talks about industrial illumination, you need to choose the right partner for your industry. Unseen Era delivers you the high-performance and water-resistant vision lights. Our industry experts have several years of safety lighting experience. We provide a wider range of vision lights, camera lights, smart machine vision sensors, and cameras.
People Also Ask About Choosing Vision Lights For An Industrial Vision Lights System
Q.1 Which types of industrial lights are used in a manufacturing unit?
A: There are varios industrial vision lights are u
- LED lights
- Flood lights
- Vision lights
- Emergency & exit lights
Q.2 What are the advantages of industrial LED lights?
A: Industrial LED lights are specially used to save energy, or their lifespan compared to traditional lights. This is the cost-effective solution for all factories and warehouses.
Q.3 What are the best IP ratings industrial vision systems have?
A: In industrial vision, light systems have higher brightness for inspection and proper visibility. IP65 is the best for industrial vision lights.
Q.4 Does this industrial vision system work with a smart automated system?
A: Yes, these modern industrial vision systems are fully compatible with smart industrial automation systems.
- IoT platforms
- Sensors
- Machine vision system





 Call
Call Whatsapp
Whatsapp Contact Us
Contact Us